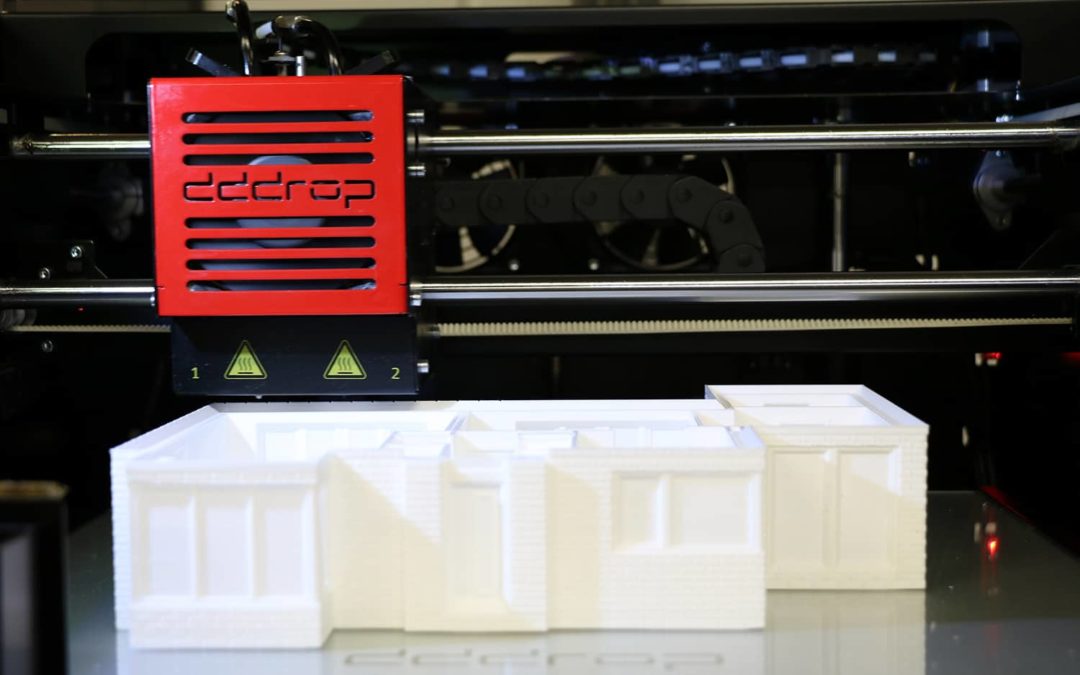
3D printen met supportmateriaal
Wanneer moet je 3D printen met supportmateriaal?

Een FDM 3D printer kan (in de meeste gevallen) een overhang met een hoek onder 45° printen zonder dat er ondersteuning nodig is. Een tip hierbij: verklein de laaghoogte, bijvoorbeeld van 0,2 naar 0,1 mm. De printer zal nu twee keer zoveel lagen produceren, waardoor de printer kleinere stappen kan nemen bij het maken van een overhang. Voor hoeken groter dan 45° is het aan te raden om het 3D model te ondersteunen. Dit kan op drie manieren:
- Ondersteunen met het originele materiaal
- Ondersteunen met PVA-filament
- Ondersteunen met PVA+ filament
Ondersteunen met het originele materiaal
Ondersteuning met PVA-filament
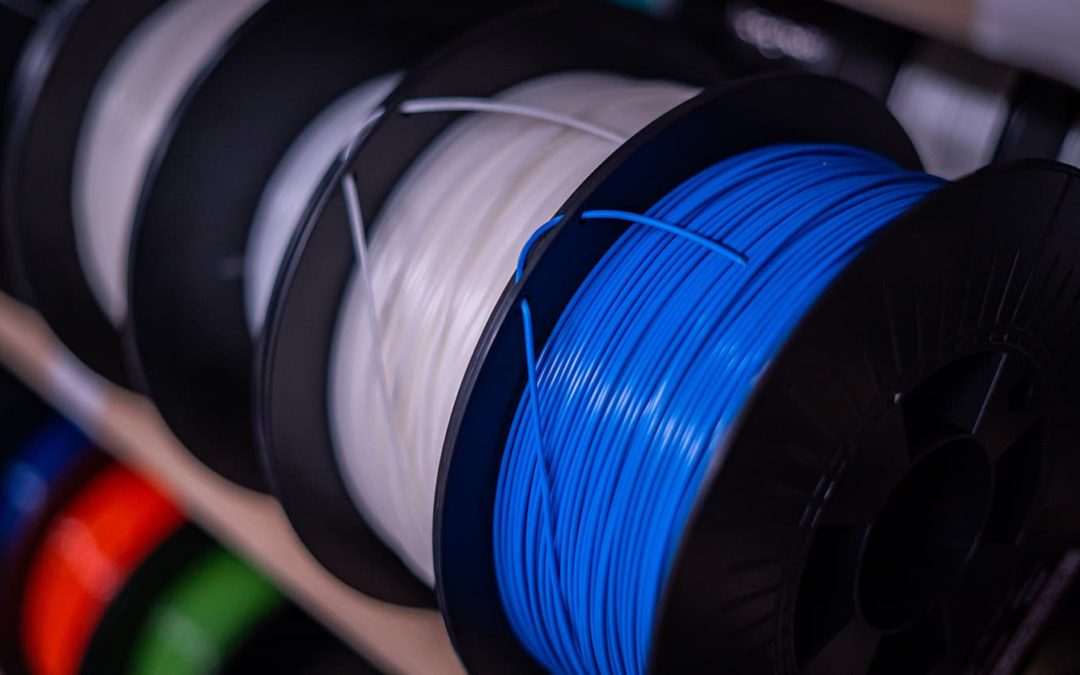
PVA staat voor polyvinylalcohol en is een zacht en biologisch afbreekbaar polymeer dat erg gevoelig is voor vocht. Als PVA wordt blootgesteld aan water, lost het op. Daarom is het perfect als dragermateriaal voor 3D printen. Na het printen kan het filament gemakkelijk worden verwijderd door het op te lossen in koud of lauw water. PVA wordt vaak gebruikt in combinatie met PLA filament, maar wordt nu ook steeds vaker toegepast op andere filamenten zoals PET-G. Daarnaast zijn er verschillende nieuwe modificaties die het mogelijk maken om PVA bij hogere temperaturen te gebruiken. We hebben het dan bijvoorbeeld over PVA+.
Ondersteuning met PVA+ filament
Het grote voordeel van printen met supportmateriaal is dat het gemakkelijk te verwijderen is zonder onderdelen achter te laten of het 3D model te beschadigen. Een nadeel is dat supportfilamenten vaak duurder zijn dan het basisfilament en alleen geprint kunnen worden op een 3D printer met een dubbele extruder. dddrop verkoopt ook eigen supportmateriaal voor de beste printresultaten.