Hoe voorkom ik dat mijn 3D print krom trekt?

Waarom trekt een 3D print krom?
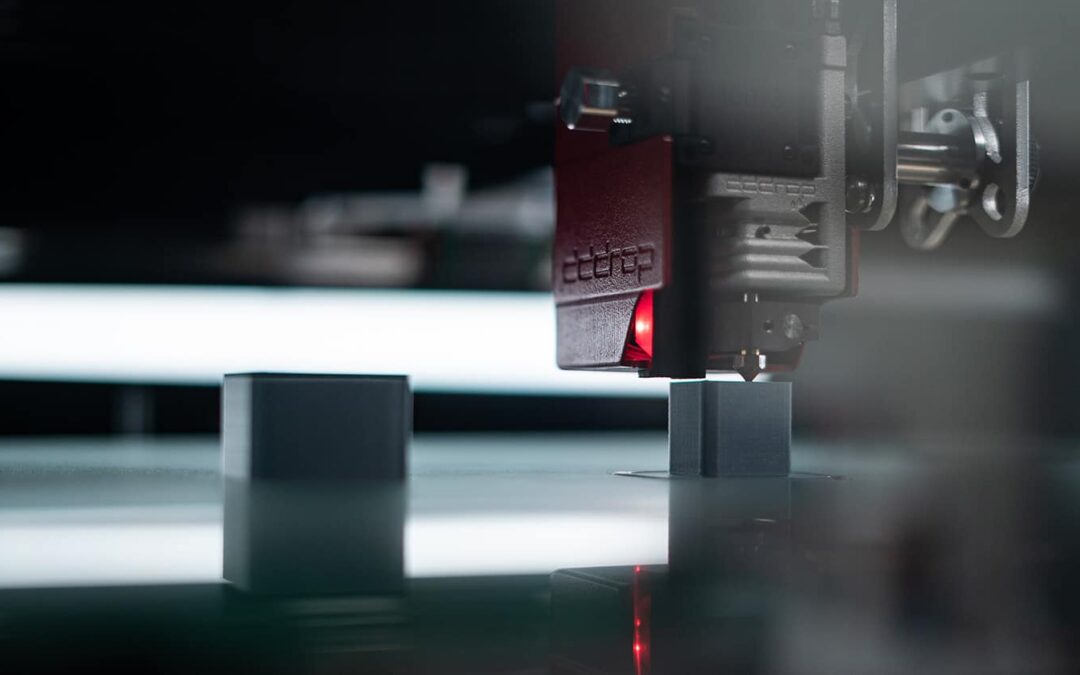
Een afdruk vervormt omdat het materiaal krimpt als het afkoelt. Hoeveel het product krimpt, hangt af van de krimpfactor van het materiaal. Omdat het printbed lekker warm is, krimpt het materiaal aan de onderkant het minst. Hoe hoger het product komt, hoe meer het krimpt. Dit verschil veroorzaakt spanning in het materiaal en uiteindelijk een kromgetrokken model. Kromtrekken kan op twee manieren in het product voorkomen. Ten eerste is er de-laminatie. Dit is wanneer twee lagen in het model splijten en er een scheur ontstaat. Dit wordt meestal veroorzaakt doordat de lagen niet goed aan elkaar plakken. Als je de juiste instellingen gebruikt, zou de-laminatie niet moeten optreden. De tweede variatie is kromtrekken aan de onderkant van het product. Dit is een hardnekkiger probleem, maar gelukkig zijn er een paar methoden om het te voorkomen.
Plaats een raft

De temperatuur regelen
Temperatuurcontrole is erg belangrijk om kromtrekken te voorkomen. Kies een printer waarbij het product zo geleidelijk mogelijk kan afkoelen. Een geconditioneerde, afgesloten behuizing is essentieel. Op die manier heb je controle over de temperatuur in de printer om het verschil in krimp te minimaliseren. Onze Rapid One heeft een afgesloten printcabine met ventilatoren in de achterwand en optionele HEPA-filters. Perfect voor het behouden van de ideale temperatuur en het voorkomen van kromtrekken.
")

 (600x400)")