Wat is delaminatie bij 3D prints en hoe voorkom je het?
Wat is 3D print delaminatie?
We spreken van delaminatie bij 3D printen als er krimp optreedt hoger in het printmodel, tijdens het 3D printen. Wanneer en hoe snel een product krimpt, hangt sterk af van het type materiaal dat je gebruikt tijdens het printen. PLA en PET-G zijn hier niet gevoelig voor, maar wanneer je complexere, krimpgevoelige materialen gebruikt zoals ABS of FLEX, is er een groter risico op krimp en kromtrekken. Bijvoorbeeld als het materiaal te veel afkoelt tijdens het printproces.

Verschil tussen kromtrekken en delamineren van een 3D print
Vervorming kan op twee plaatsen in het model voorkomen. Ten eerste aan de onderkant van het product, d.w.z. direct op het printbed. Dit wordt warping genoemd en komt vaak voor. Er zijn verschillende methoden ontwikkeld om dit te voorkomen. Ten tweede delaminatie; twee lagen in het model trekken van elkaar weg en er ontstaat een scheur. Dit komt voornamelijk door adhesiefouten. Als de juiste instellingen voor het juiste materiaal worden gebruikt, zou delaminatie niet moeten optreden.
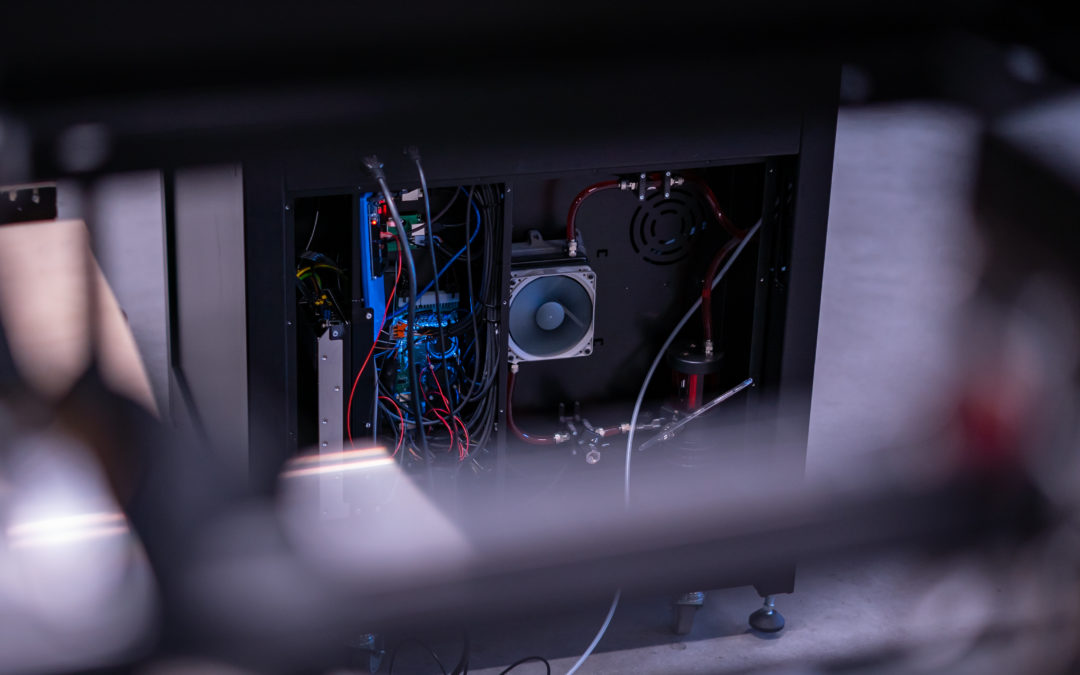
Printkast regeling
Bij het printen met zeer krimpgevoelige materialen is het printen onder de juiste temperaturen en ruimtecontrole erg belangrijk. Uiteraard is een gesloten omgeving hiervoor essentieel. Hierdoor blijft de temperatuur in de printerkast stabiel. Maar met ruimteregeling, waarmee de dddrop RAPID ONE is uitgerust, wordt continu gecontroleerd of de kasttemperatuur stabiel is of dat deze moet worden aangepast. Alleen als het echt nodig is, wordt er buitenlucht toegevoerd. De RAPID ONE heeft dus een geconditioneerde ruimte.
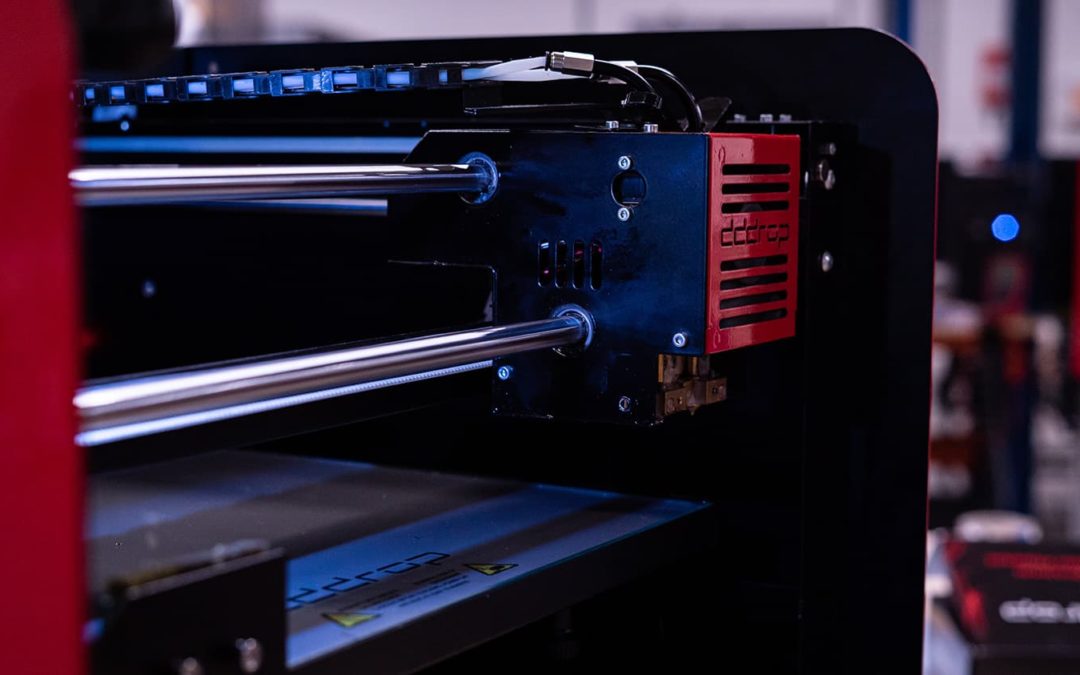
Verstopping van de nozzle
Een andere oorzaak van delaminatie kan zijn dat de spuitmond verstopt raakt omdat niet de juiste instellingen worden ingedrukt. Dit kan komen doordat er te snel te veel materiaal door de spuitmond wordt geperst, terwijl de temperatuur te laag is ingesteld. Dit resulteert in een te lage extrusie. Hierdoor worden de lagen niet goed opgebouwd: er wordt te weinig materiaal aangebracht, waardoor de hechting niet optimaal is. Dit verhoogt het risico op scheuren in het model.
Delaminatie is een hechtingsprobleem dat we alleen zien bij zeer krimpgevoelige materialen waarbij de printinstellingen niet goed zijn afgesteld. Met zijn kamerregeling is de RAPID ONE de ideale printer voor het printen van krimpgevoelige materialen.